





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Tianhui Machine Co.,Ltd
1. Overview
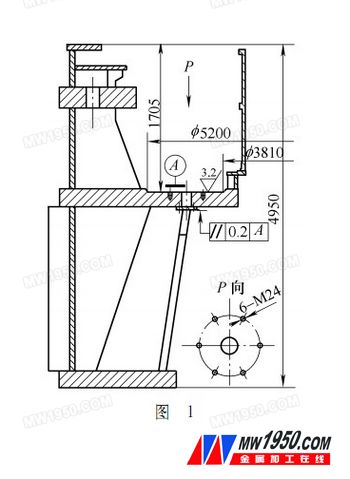
The lower frame is the main load-bearing component of the hydro-generator set, which is formed by welding the center body and 12 radiation arms. Among them, the central body has a weight of 241.8t, which is a semi-open cavity of steel structure welded and enclosed. The hydraulic thrust bearing is installed inside and has the function of fuel tank. The specific structure is shown in Figure 1 (half section). The A side is a finished surface with 24 φ75mm flange holes on the upper circumference and a blank surface on the back side, welded with flanges. The pattern requires that after the flange is welded, the parallelism between the bottom surface of the flange and the A surface of the lower frame reaches 0.2 mm.
From the past experience, small and medium-sized hydropower units have similar structural and manufacturing requirements on the center of the lower frame. After flange welding, the parallelism is usually not met. This requires secondary processing of the underside of the welded flange. Specifically, after the flange of the center body of the lower frame is welded, the center body is turned over and turned down, so that the upper plane of the center body is perpendicular to the main axis of the boring machine, and then the bottom surface of the welded flange is flattened with a trowel. This ensures the parallelism between the bottom surface of the flange and the reference A side of the center body.
However, for the giant parts of the center body of the lower scuttle of the Three Gorges, because the single piece is too heavy, if the "large block" of 240t or more is turned over and down, according to the above conventional method, there is a great difficulty. In order to achieve the turning over, not only a large amount of tooling is required, but also there is a great security risk in operation. If you do not turn over, the conventional equipment for placing any counterbores on the flange face in a semi-open cavity structure is limited by the structure of the workpiece, and there is not much possibility. If you go to the machine tool manufacturer to customize the special boring back-scratch equipment that can be installed and operated in the cavity, it will not only invest a lot of cost, but also wait for the whole cycle of special equipment from design and manufacture to shipment to the factory. Down, the production progress of the product is also not allowed.
2. Solution
In response to this situation, we proceeded from the design of the tool, by designing a special installation tool to ensure that the parallelism between the bottom surface of the flange surface after installation and the reference plane A of the center body meets the pattern requirements. The application of the designed installation tool is shown in Figure 2. The composition and working principle are as follows: the installation tool is composed of a positioning flange, a positioning sleeve, a fastening nut and the like. When installing, the positioning flange is matched with the workpiece A surface, and is installed into the φ75mm hole. The positioning flange is tightened by the six M24 screw holes on the workpiece A surface to ensure no gap. The positioning sleeve and the workpiece flange are tightened tightly by bolts, and then integrally mounted on the pin of the positioning flange. After installation, the fastening bolt is used to hold and tighten. The positioning tool itself has good geometric accuracy and can strictly guarantee parallel and vertical relationships. The pin of the positioning flange and the positioning sleeve are tightly and smoothly matched. The workpiece flange is fixed on the positioning sleeve, and the shape and position relationship strictly defined by the installation tool ensures the workpiece flange is mounted and welded with the center body reference. The parallelism between the A faces is required.

3. Precautions
(1) When processing the positioning tool, the shape and position accuracy of the design must be strictly guaranteed.
(2) When using the installation tool, be sure to measure the actual clearance between the top surface of the mounting workpiece flange and the matching blank surface (the back side of the reference A), and according to the measured value, plug it with the corresponding specification gasket.
(3) After the installation of the flange for positioning welding, there must be at least 8 positioning welding points on the circumference of the flange. Multiple positioning points can reduce the shrinkage space and space of the flange during welding and reduce shrinkage deformation.
(4) Two welders are required to weld symmetrically at the same time to achieve synchronous welding shrinkage and reduce deformation caused by uneven shrinkage.
(5) The positioning and welding work of the flange is carried out with the installation tool. The shape of the flange is defined throughout the process, and the tool can be removed after the welding is completed. In order to improve work efficiency, two sets of tools can be prepared to achieve continuous installation of flanges and welding.
4. Application effect
The tool is used to install the flange on the center body of the lower frame of the Three Gorges. After actual measurement, the parallelism between the bottom surface of the flange and the reference A surface of the center body can be guaranteed to be about 0.1 mm, which ensures the design requirements of the pattern.
5 Conclusion
The emergence of large workpieces will bring a series of processing problems, but if you actively develop and utilize them from the perspective of tooling and tools, it will often solve the processing problems. At the same time, small investment in tooling and tools will also greatly reduce the procurement of special equipment. Such as the high production costs. I hope that at this point, the paper published online by metal processing can bring you a little inspiration.

October 14, 2024

September 27, 2024
この仕入先にメール
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.