





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Tianhui Machine Co.,Ltd
Second, the first cone and the arc method
In this method, the excessive cutting allowance is first cut off by the method of the car cone, and the last arc cutting path is formed by cutting the arc, as shown in FIG. 4 .
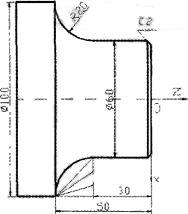
Figure 4
N10 G01 X102 Z-30 F0.3;
N20 G90 X100 Z-50 I-5 F0.2;
N30 I-10;
N40 I-15;
N50 I-20;
N60 G01 X60 Z-30 F0.3;
N70 G02 X100 Z-50 R20 F0.1;
When it is a convex arc, the length of the ab segment can be calculated according to the geometric knowledge, and then the car cone, and finally the arc, as shown in Fig. 5.
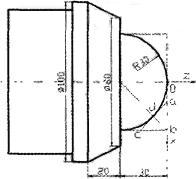
Figure 5
Db=1.414R+R=0.414R
Ab=1.414*db=0.585R
To retain a part of the finishing allowance, then ab takes 0.5R.
Ab=bc
According to the method in 1, the taper is first processed, and then the arc is refined.
Third, the conclusion
In CNC machining, the machine tool operator is often the compiler of the part cutting program, which requires the programming process to be simple, easy to adjust, and high in machining accuracy. When there is no CAD drawing software, computer or other auxiliary calculation tools at the operation site, programming the cutting arc by the above method can greatly reduce the calculation amount. The idea is simple, the process is decent, the service life of the tool is prolonged, and the precision of the processed parts is high, which brings convenience for the processing of the arc-shaped parts.
Previous page

November 18, 2024
November 11, 2024
この仕入先にメール
November 18, 2024
November 11, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.