





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Tianhui Machine Co.,Ltd
CNC machine tools in the operation process, its positioning accuracy will produce a certain error, the correct use of laser interferometer, and a comprehensive scientific analysis, can effectively improve the positioning accuracy of CNC machine tools.
With the popularity of CNC machine tools, the use of laser interferometer for positioning accuracy testing of CNC machine tools has become recognized as an efficient, high-precision detection method. Different machine tools use the laser interferometer to detect the same accuracy curve, so it is necessary to give a comprehensive and scientific analysis of different test results. The following is an analysis of the common error curves of the positioning accuracy of CNC machine tools, and together with everyone to explore effective solutions.
1, negative slope
Both the out-of-grade slope running curve and the inward running slope show a downward slope. Over the entire length of the axis, the error increases linearly, which means that the distance measured by the laser system is shorter than the distance indicated by the machine position feedback system. There are two possible causes for a negative slope: (1) The beam alignment is incorrectly adjusted. If the axis is shorter than 1m, the thermal expansion compensation coefficient of the material may be incorrect, the material temperature may not be measured correctly, or the wavelength compensation may not be correct. (2) Pitching and twisting cause Abbe bias error and machine tool linearity error.
For the above problems, the following measures can be taken: if the axis stroke is short, check the alignment of the laser; check whether the EC10 and the measuring head are connected and reacted; check the input manual environment data is correct; check whether the material sensor is correctly positioned And whether the input expansion coefficient is correct; use the angle optics to make a new measurement and check the machine's pitch and wiggle error.
2, positive slope
The positive slope curve means that the error increases linearly positively over the entire length of the axis. The generation of this phenomenon has the following possibilities: (1) The coefficient of thermal expansion compensation of the material is incorrect, the temperature of the material is not measured correctly, or the wavelength compensation is incorrect. (2) Pitching and torsion cause Abbe bias error and machine tool linearity error.
To solve these problems, the following measures can be taken: Check whether the EC10 and the sensor are connected and reacted, or check whether the input manual environment data is correct; check whether the material sensor is correctly positioned and the input expansion coefficient is correct; use the angle optics set to restart Make a measurement and check the machine's pitch and yaw errors.
3, the periodic curve
The periodic curve is the repetitive period error over the entire length of the axis. The pitch along the axis remains unchanged but the amplitude may change. The possible causes of periodicity are mainly machine-tool issues such as screw or driveline failures, encoder problems or faults, and the linearity of the axis of a long portal machine tool track.
For the above problem, it is recommended to use a small sample point interval to measure again on one pitch period to confirm the pitch error. As a guideline, if you want to check the periodic effects of a component of the machine tool, set the sampling interval to 1/8 of the expected periodic pitch, and then compare the pitch of the machine screw, the pitch of the rack, Encoder, resolver or ball scale pitch, distance between support points of long gate track, etc. to identify possible sources of error. For example, if the error period is 20mm, consult the machine manual and we find that the leadscrew pitch is also 20mm. Obviously the error may be related to the screw rotation problem. The screw may be bent during the most recent repair or machine movement, or The screw rotates eccentrically.
4, offset
Offset refers to a constant vertical offset between the outgoing and backhaul tests. The possible causes of the offset curve are mainly problems in the machine tool, such as uncompensated or improper compensation for backlash, and clearance (looseness) between the frame and the guide rail.
For the above problems, the following solutions can be taken: screw/ball screw drive; check the ball nut or screw wear; check the end of the screw bearing floating; use the angle optical group to check the frame when the axis is reversed Angle clearance; Check whether the backlash compensation set in the controller is correct; Rack and small gear drive; Check whether the teeth are properly meshed; Check the gear box for wear and the status of the linear encoder system.
5, dovetail
Figure 1 shows the case of a downward slope in the go-range test. The return test is a mirror image of the go-range test. The deviation (or hysteresis or backlash) between the go and return test gradually leaves the driven end as the axis moves away. improve. The possible causes of the dovetail shape are mainly machine-tool problems, such as ball screw twisting, too tight rails, and incorrect use of error compensation values.
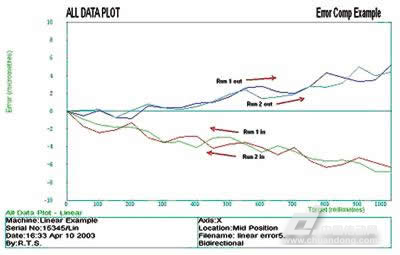
Fig.1 Swallowtail error curve
For the above problems, the following suggestions are made: Check the screw and guide rail lubrication; Check the balance on the vertical axis; Check and adjust the rail clip bar; Check whether the rail cover is bitten and check the controller for compensation.
6, positive and negative cross lines
The positive and negative cross lines refer to positive (outward) operation producing a negative slope, while reverse (inward) operation produces a positive slope. This is a special case of screw torsion where the unidirectional linear error compensation and single inversion values have been set in the controller.
These problems can be solved by checking the lubrication of the lead screw and the guide rail, checking the balance on the vertical axis, checking and adjusting the guide rail clamp bar, checking whether the guide rail cover is biting, and checking the controller for compensation.
If the user plans to do most of the work in the middle of the axis, the current compensation can be considered as the best solution because it distributes the maximum error at the end of the axis and the smallest error is in the middle. Deleting the error compensation will produce a dovetail pattern.

November 18, 2024
November 11, 2024
この仕入先にメール
November 18, 2024
November 11, 2024
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.